
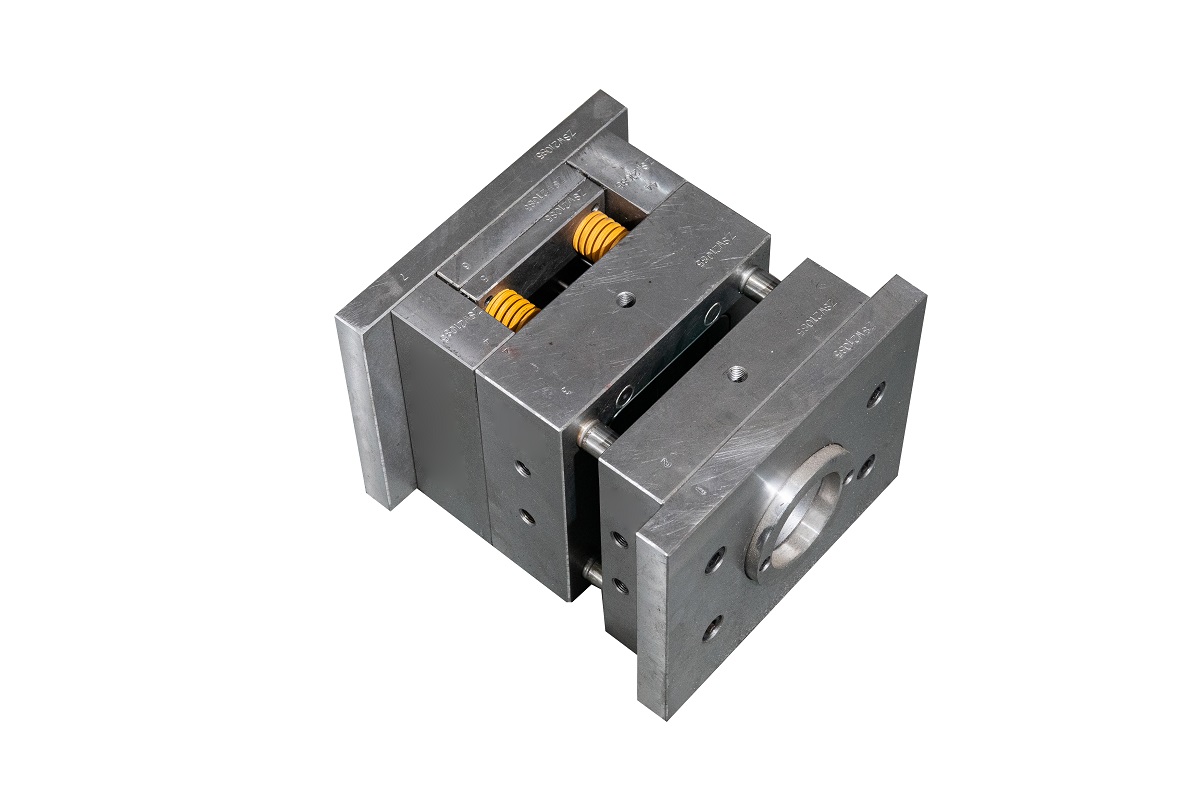
Kalupi za brizganjesu glavna procesna oprema za industrijsku proizvodnju, upotreba kalupa za proizvodnju plastičnih delova, sa nizom prednosti kao što su obezbeđivanje efikasnosti proizvodnje, lako obezbeđenje kvaliteta, niski troškovi proizvodnje, kalupi za brizganje se sve više koriste u industrijskoj proizvodnji.Kao najvažniji proces brizganja, kvaliteta njegovih kalupa direktno utiče na kvalitet proizvoda, dok troškovi proizvodnje kalupa zauzimaju veliki deo troškova razvoja preduzeća.Dakle, poboljšajte radni vek/vek trajanja kalupa za brizganje kako biste smanjili cenu plastičnih proizvoda, poboljšali produktivnost preduzeća i konkurentnost ima značajan uticaj.
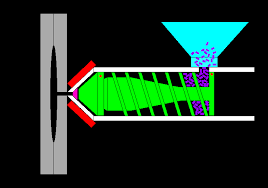
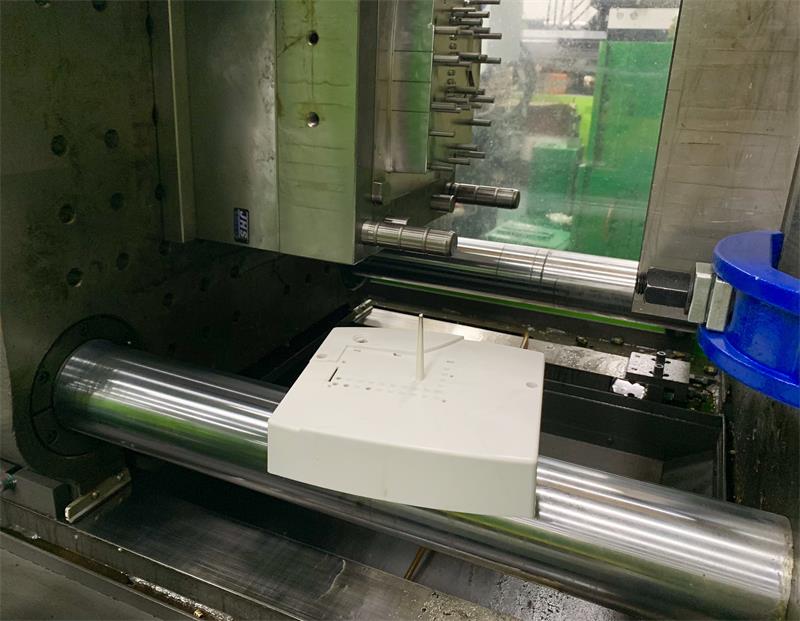
Proces brizganja plastike su uglavnom plastične sirovine u cijevi stroja za brizganje nakon plastifikacije zagrijavanja, u pogonu vijčanog stroja za brizganje, nakon što plastika dostigne određenu temperaturu, sa određenim pritiskom i brzinom kroz mlaznicu mašine za ubrizgavanje u šupljinu kalupa, i zatim kalup nakon pritiska, hlađenje proizvoda i otvaranje kalupa i dobijanje plastičnih dijelova.

Tokom procesa brizganja, površina kalupa mora podnijeti pritisak kada je kalup zatvoren, pritisak plastične taline u šupljini kalupa i vučnu silu kada se kalup otvori, od čega pritisak plastične taline na kavitet je najvažniji.U isto vrijeme, kalup se mora održavati na određenim temperaturnim uvjetima, temperatura kalupa treba pokušati postići ciklične promjene, zahtjevi kupaca temperatura kalupa treba biti visoka, što može učinkovito smanjiti otapanje tragova, a plastični dijelovi od temperature kalupa trebao bi biti nizak.Inače će deformacija proizvoda biti relativno velika.U takvim radnim uslovima kalup je podložan prekomernim deformacijama i lomljenju usled toplog i hladnog zamora, uglavnom pod dejstvom temperature i pritiska.
Plastika u procesu punjenja šupljine kalupa, dijelovi kalupa koji formiraju dijelove visokom temperaturom i visokim tlakom raščišćenjem taline, trenjem protoka, u procesu vađenja proizvoda, šupljina i jezgra i plastični dijelovi u procesu rada lako se proizvedu trenjem, što rezultira u fenomenu habanja kalupa.Istovremeno, zbog čestog otvaranja i zatvaranja kalupa, dijelovi vodilice kalupa i dijelovi kalupa su skloni habanju i labavljenju.


U procesu oblikovanja, neke plastike će se razgraditi pod visokom temperaturom i pritiskom kako bi proizvele korozivne plinove, koji će lako korodirati i oštetiti površinu kalupa, uzrokujući oštećenje površine kalupa.
Kada proizvodnja kalupa za brizganje dostigne određeni broj, kvalitet površine proizvoda zbog prekomjernog trošenja kalupa ne može zadovoljiti zahtjeve, prelijevanje proizvoda i leteći rub su ozbiljni, a šupljina i jezgra kalupa se ne mogu popraviti, vijek trajanja kalupa ističe.Ukupan broj plastičnih dijelova završenih prije nego što kalup pokvari također se naziva vijek trajanja kalupa.
Vrijeme objave: Jul-26-2022